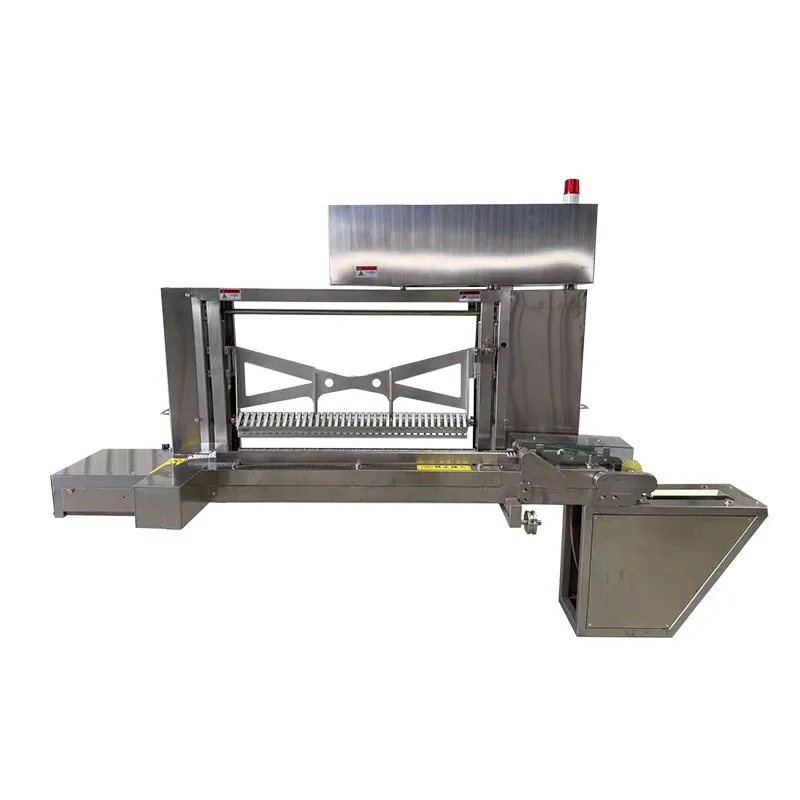
1.Описание функций оборудования
(1) Данная машина для вставки палочек работает синхронно с производственной линией: на два цикла производственной линии приходится один цикл машины. Это сокращает время и скорость работы машины, ускоряет темп производственной линии и увеличивает объем выпуска.
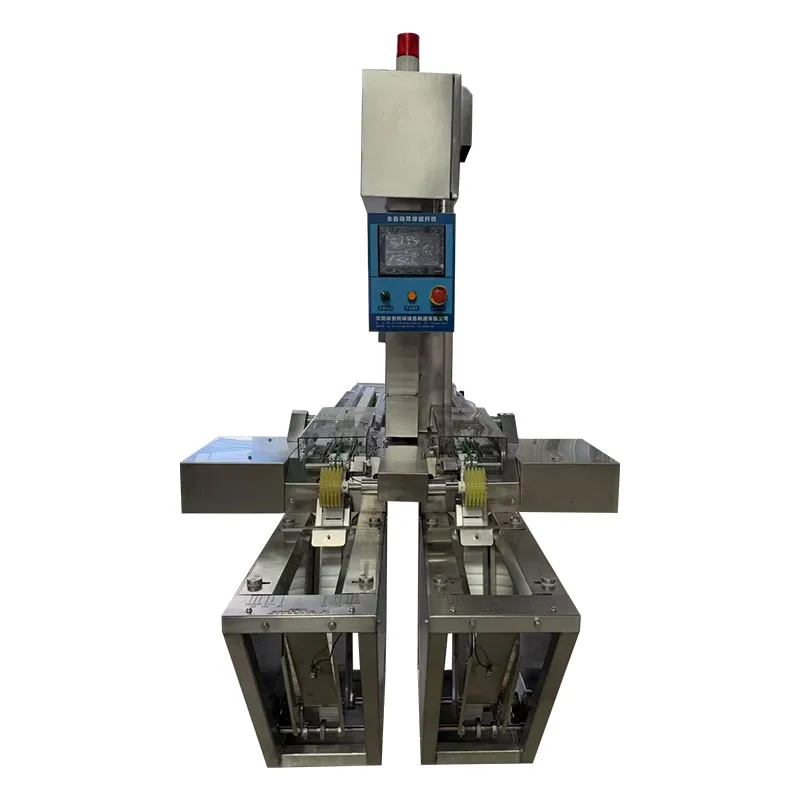
(2) Данная машина для вставки палочек имеет встроенную функцию имитации автоматической работы для удобства пробного запуска, оснащена сигнальной лампой тревоги, при этом на сенсорном экране отображаются подробные точки аварийной сигнализации, а на приводе присутствует еще более детальная информация об ошибках.
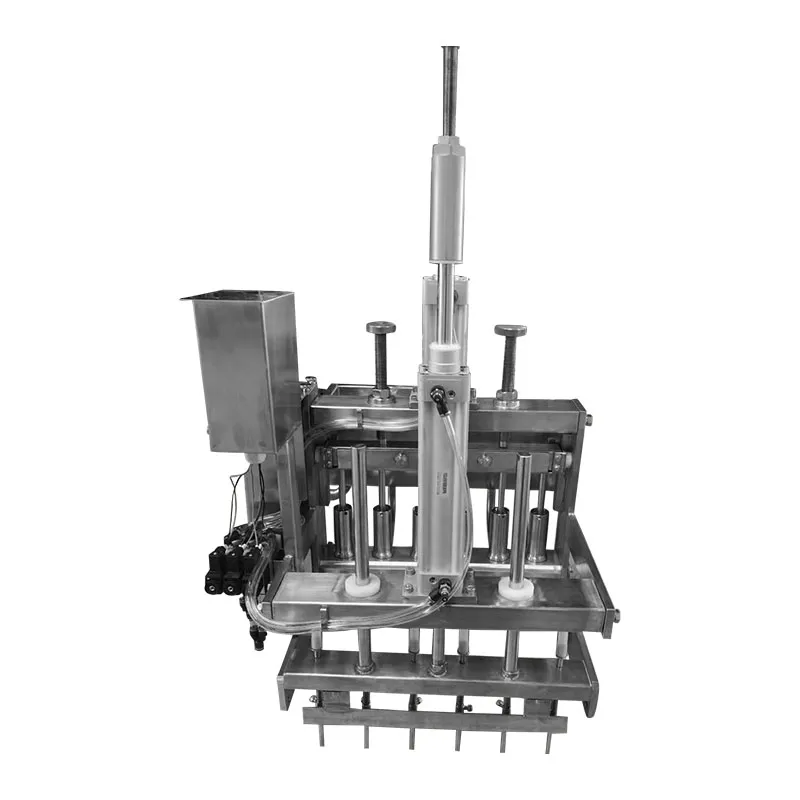
(3) Последовательность операций данной автоматической тележки для вставки палочек следующая: сервопривод подачи палочек приводит в движение цепь подачи, которая извлекает палочки из бункера. Когда фотоэлектрический датчик обнаружения палочек фиксирует наличие палочки, цепи подачи и транспортировки палочек работают одновременно. Оптический датчик зубчатого диска подсчитывает количество поданных палочек. Когда достигнуто установленное значение, подача палочек останавливается. Серводвигатель поворачивает механизм в позицию захвата, где палочки помещаются в захватное устройство. Противоположная сторона палочек упирается в стальную упорную планку. Захватное устройство состоит из нержавеющей рамы и вращающихся силиконовых роликов, удерживающих палочки. После завершения захвата сервопривод поворачивает устройство в позицию зажима для фиксации палочек. После того как захваты зажмут палочки, механизм вставки поднимается в позицию подъема палочек, затем перемещается по горизонтали ко второй позиции захвата. При получении сигнала от производственной линии сервопривод вставки опускается для вставки палочек (скорость и глубина вставки настраиваются). После вставки можно установить время удержания и время освобождения палочек, чтобы предотвратить их обратный захват. Затем сервопривод вставки возвращается в позицию захвата для следующего цикла.
(4) Рама данной машины полностью изготовлена методом сварки из нержавеющей стали марки 304, имеет эстетичный дизайн. Сварка выполняется с использованием передовой лазерной технологии, швы зашлифованы и отполированы, мелкие детали подвергаются электрополировке.
(5) Для обнаружения палочек используются импортные фотоэлектрические датчики Keyence.
(6) Данное оборудование может комплектоваться ионизирующим вентилятором для удаления статического электричества и пыли, а также вакуумной всасывающей установкой для удаления древесной стружки и пыли. Над цепью подачи палочек установлен очистной ролик для удаления сдвоенных палочек.
(7) Каждый бункер для палочек вмещает до 5000 штук.
2.Соответствие требованиям:
(1) Длина палочек должна соответствовать диапазону 93-160 мм (для палочек одинаковой ширины, но разной длины достаточно отрегулировать положение направляющей планки).
(2) Ширина палочек должна быть не более 10 мм (для палочек разной ширины требуется замена цепей подачи и транспортировки).
(3) Толщина палочек должна быть 2 мм с допустимым отклонением ±0,2 мм.
(4) Оборудование в целом управляется с помощью PLC, сенсорного экрана и серводвигателей.
(5) Требования к качеству палочек: отсутствие коробления и скручивания.
(6) Зажимы данного оборудования изготовлены из нержавеющей стали и приводятся в действие общим пневмоцилиндром.
(7) Конструкция оборудования надежно зафиксирована, отсутствует вибрация или качание, вставка палочек стабильна.
(8) Автоматическую машину для вставки палочек можно устанавливать на всех прямых линиях с разноцветным рисунком. Для обеспечения непрерывной синхронной работы достаточно, чтобы устройство принимало импульсные сигналы, отправляемые основной машиной.
(9) Электрошкаф данного оборудования спроектирован с нижним вводом/выводом кабелей и имеет защиту от влаги. На лицевой панели электрошкафа расположены аварийная остановка, кнопка пробного включения и переключатель синхронизации сигнала производственной линии. Разводка проводов выполнена аккуратно, маркировка проводов четкая, идентификация полная.
(10) Для регулировки глубины вставки палочек на сенсорном экране предусмотрены кнопки увеличения и уменьшения, что обеспечивает удобство настройки.
(11) Рама, панель вставки палочек, электрошкаф, опорные плиты и другие компоненты данного оборудования изготовлены из нержавеющей стали марки 304.
(12) Оборудование обладает функцией быстрой смены типоразмера (цепи подачи и транспортировки палочек). Время замены двумя операторами одновременно составляет 30 минут.
(13) Под движущимися частями оборудования установлена выдвижная приемная плита для палочек, предотвращающая падение палочек и попадание посторонних предметов, что может повлиять на качество продукции.